カテゴリ: 建機、 中古建機、 中古建設機械、 建設機械、 中古重機、 修理、 アタッチメント、 工場、 重機の整備、 整備士
2021 04.05
ピン穴肉盛り溶接補修”まる盛りくん”の実際の修理工程は、ざっと言うと”ピン穴の芯だし→ピン穴の切削→ピン穴の肉盛り溶接→元あった径までの再切削”という流れになります。
すべての作業を行う前にまずはピン穴の偏摩耗の測定を行い、次にボーリングマシンの取り付けをおこないます。
芯だし用治具、ネジが付いたブラケットを補修場所に溶接で取り付け、その先に3点でリングを固定した後、シャフトを通し、測定ジグをつけます。そこからスプリングからピンが出て固定します。
ピン穴の中心を割り出し(芯だしと言います。)ていきます。この際に水平器を使って本体との水平度を測り、シャフトがボディに対してどれ位水平かを測定して正面から見た際の車体との左右差を取ります。その次は機械の前後方向で見た場合の水平度をチェックしますが、この際に水平の基準となる部分をボディに設定してブレが許容範囲かどうか含めて確認していきます。この芯だしの用具を取り付けるのに溶接機や電源が揃っていないところだと作業の段取りを行うのに一時間かかることがあります。
芯だしやボーリングマシンの取り付けの他に、肉盛り溶接補修のために必要な前処理も存在します。機械に付けられている鉄板を貼り合わせた隙間にはグリス等が入っています。肉盛り溶接を行っている際にその隙間からグリスが出てきてしまうことがありますので溶接等の作業の前に熱をあててあぶって取り去ります、また“ばり”もあらかじめ削って取っておきます。こういった前処理や芯だしの段階でピン穴の減り具合をみてどのような加工方法の割り出しや肉盛り溶接補修に必要な所要時間の算段をつけます。
意外と前処理や工作機械の取り付けは時間がかかる工程ですが、ここを過ぎれば大まかな作業イメージや所要時間等が見当つきます。前処理・芯だし・ボーリングマシンの取り付けまでの一つのワンセットの感覚です。ピン穴の芯の位置決めをきっちりと行うことが、まる盛りくんでの補修作業の重要なポイントとなります。そこから切削機・シャフトを固定するためにベアリングをとりつけます。ここまでの一連の作業がボーリングマシンの取り付けということになります。



芯の中心を求めて、加工機械を取り付けていく。

ボーリングマシンが取り付けられた。
この後に偏摩耗しているピン穴が真円になるように切削を行います。この工程での切削作業は整備士にとっては切削刃の回転と送りを設定したのちに切削の進行状況に合わせて刃の突き出しを加味して動かしていくという工程になります。これは作業経験がものをいう工程で、切削速度と刃へ加わる消耗の度合を見極めながら素材に合わせて切削スピードを調整していくことが要求されます。
切削にかかる所要時間ですが、素材以外にもピン穴のサイズに応じて切削スピードは変化します。径が大きいと当然1周の切削に刃が動いていく距離(円周)が長くなりますので、径が大きくなるほど切削時間を長くすることが必要になります。ここで急ぐと刃が欠けたりしてすぐ駄目になってしまいます。やはり100φ以上は切削時間がかかるようになってしまいますね。(物にもよると思いますが)100φ以上のピン穴から切削刃にアダプターを付けて加工していきます。例えば77φの穴を80φにいったん開ける場合は3ミリありますので1回から2回の切削で広げられるんじゃないでしょうか?

切削作業が進められていく。
切削を行った後に、いよいよピン穴を復元するための肉盛り溶接を行いますが、希望の径になるような調整は溶接した後に再度切削を行うことで調整します。そのため肉盛り溶接は、再切削の余地をつくるため実際の径よりも小さくなるように余分に溶接します。
さて肉盛り溶接の方が切削よりも時間かかります、実は溶接で何ミリ盛るということは機械では設定できません。溶接を行うとビードが走っていきますが、このビードに合わせた次の新しい肉盛り溶接をしていきます。この”合わせる作業”を機械に設定して自動溶接をおこなうことで早くきれいに肉盛りをしていきます。短時間で人の手で都度ビードをピンポイント毎に溶接しようとするとガタガタになってしまい肉盛を盛りすぎたり少なすぎたりという事態になってしまいます。そうするとこの次の工程の切削時に切削の刃が当たる箇所と当たらない箇所が発生してその際に振動が発生しますので加工精度が悪くなってしまいますし、刃も早く悪くなります。できるだけ自動溶接機で肉盛りをして切削作業に入ったほうが良いでしょう。
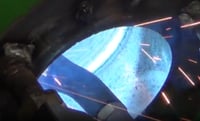 自動溶接で質の高い作業を行う。
自動溶接で質の高い作業を行う。
肉盛り溶接完了後、元々あった径を再現するための切削を行います。
例えば径が71φのピン穴を仕上げることを目指しているのであれば、66φか60φ前後になるまで肉盛り溶接を行ってから再切削を行うと4回目くらいの切削で71φの径になるでしょう。1回の刃の突き出しを1mmにして前後で直径2 mm 切削していくという計算になります。径が小さい70φ前後の径だとそのような速いスピードで切削ができますが100φ以上の大きいサイズの径になるとゆっくりとした切削になります。押し込みもゆっくりで突き出し量も少しずつじゃないとすぐ刃ダメになってしまいます。ピン穴の径が大きいほど切削時間というのは割り出しにくいです 。ざっと言葉にすると肉盛りして今時点で大体どれくらい戻ったか寸法も図りながら仮に66πまで縮まったから66πになる刃を1回走らせて次に67ぐらいなる歯の突き出し量にしてもう1回削ると言う具合です。

ダイヤルゲージを利用して0.01mm単位で切削を仕上げる。
仕上げ切削が終わると、作業完了になります。
ピン穴再生肉盛り溶接”まる盛りくん”について、よく知りたいという方はこちらをご覧ください。
▼▼ 修理・整備をご希望の方は、お気軽にお問い合わせください! ▼▼


N.N.

2026 07.03
CSPI-EXPO 2026 視察レポート|建設業界の今とこれから

2026 05.08
「道路標識」正しく覚えてますか?
.jpg)
2026 04.03
自走式高所作業車、購入時のチェックポイントとは?

2026 03.18
VERMEER製HG4000TX、納品しました!